
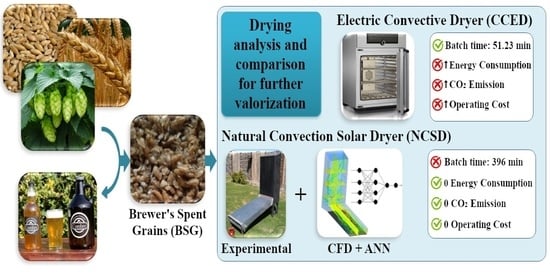
Sustainable Solar Drying of Brewer’s Spent Grains: A Comparison with Conventional Electric Convective Drying

 , , , and
, , , and
Abstract
:
1. Introduction
Objectives of This Work
2. Materials and Methods
2.1. Samples
2.2. Analysis of the Samples
2.3. Drying Equipment and Experimental Procedure
2.3.1. Conventional Electric Convective Dryer (CECD)
2.3.2. Natural Convection Solar Dryer (NCSD)
2.4. Mathematical Modeling of Drying Curves
2.5. Specific Energy Consumption and CO2 Emissions
2.6. Modeling and Simulation of the Solar Drying Process
2.6.1. CFD–ANN Complementary Modeling Approach
2.6.2. CFD Modeling
2.6.3. ANN Modeling
2.6.4. ANN Simulations
2.7. Statistical Performance Indicators
3. Results
3.1. Raw and Dried Moisture, pH and Titratable Acidity of the Samples
3.2. Drying Characteristics of BSG
3.3. Comparative Analysis of the CECD and the NCSD
3.4. CFD Simulation Results
3.5. ANN Simulation Results 1: The Effect of Irradiance and wIM in the Drying Rates
3.6. ANN Simulation Results 2: Average Batch Durations
4. Discussion and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| CO2: eqv | CO2 emission expressed as equivalence, kg/(kW h) or kg/t when necessary |
| cp,a | Specific heat capacity of air, (kW h)/(kg K) |
| cp,v | Specific heat capacity of vapor, (kW h)/(kg K) |
| eC | Specific energy consumption, (kW h)/kg |
| ha | Absolute air humidity, 1 |
| MR | Moisture ratio, 1 |
| mv | Mass of removed water, kg |
| Q | Flow rate of inlet air, m3/min |
| R2 | Coefficient of determination, 1 |
| SSE | Sum of squared errors, 1 |
| t | Time, s |
| tB1 | First batch duration, min |
| tB2 | Second batch duration, min |
| Tam | Ambient air temperature, K |
| Tin | Inlet air temperature, K |
| vD | Drying rate, min−1 |
| Vh | Specific air volume, m3/kg |
| wM | Moisture content expressed as mass fraction of water (%) |
| wIM | Initial moisture content expressed as mass fraction of water (%) |
| µSE | Mean squared error, 1 |
| µRSE | Root-mean-square error, 1 |
| χ2 | Chi-squared, 1 |
| Abbreviations | |
| ANN | Artificial neural network |
| BSG | Brewer’s spent grains |
| CECD | Conventional electric convective dryer |
| CFD | Computational fluid dynamics |
| EXP | Experimental values (Table 7) |
| FVM | Finite volume method |
| GA | Golden ale |
| NCSD | Natural convection solar dryer |
| RA | Red ale |
| SDTH | Starting daytime hour |
References
- Díaz, M.; Cabello, X. (Eds.) South American Brewery Yearbook, 1st ed.; Ediciones Inter Andina: San Carlos de Bariloche, Argentina, 2016. [Google Scholar]
- FAO. Production Quantities of Beer by Country. Food and Agriculture Organization of the United Nations. FAOSTAT, Food and Agriculture Data. 2021. Available online: https://www.fao.org/faostat/en/#data/FBS (accessed on 12 December 2021).
- Lynch, K.M.; Steffen, E.J.; Arendt, E.K. Brewers’ spent grain: A review with an emphasis on food and health. J. Inst. Brew. 2016, 122, 553–568. [Google Scholar] [CrossRef]
- Nigam, P.S. An overview: Recycling of solid barley waste generated as a by-product in distillery and brewery. Waste Manag. 2017, 62, 255–261. [Google Scholar] [CrossRef] [PubMed]
- Steiner, J.; Procopio, S.; Becker, T. Brewer’s spent grain: Source of value-added polysaccharides for the food industry in reference to the health claims. Eur. Food Res. Technol. 2015, 241, 303–315. [Google Scholar] [CrossRef]
- Ministry of Agriculture, Argentine Republic. Available online: http://www.alimentosargentinos.gob.ar/HomeAlimentos/Nutricion/documentos/TendenciaBagazo.pdf (accessed on 10 December 2021).
- Bolwig, S.; Mark, M.S.; Happel, M.K.; Brekke, A. Beyond animal feed?: The valorisation of brewers’ spent grain. In From Waste to Value. Valorisation Pathways for Organic Waste Streams in Circular Bioeconomies, 1st ed.; Taylor & Francis: Abingdon, UK, 2019; pp. 107–126. [Google Scholar] [CrossRef]
- Mussatto, S.I. Brewer’s spent grain: A valuable feedstock for industrial applications. J. Sci. Food Agric. 2014, 94, 1264–1275. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kavalopoulos, M.; Stoumpou, V.; Christofi, A.; Mai, S.; Barampouti, E.M.; Moustakas, K. Sustainable valorisation pathways mitigating environmental pollution from brewers’ spent grains. Environ. Pollut. 2021, 270, 116069. [Google Scholar] [CrossRef] [PubMed]
- Fabani, M.P.; Capossio, J.P.; Román, M.C.; Zhu, W.; Rodriguez, R.; Mazza, G. Producing non-traditional flour from watermelon rind pomace: Artificial neural network (ANN) modeling of the drying process. J. Environ. Manag. 2021, 281, 111915. [Google Scholar] [CrossRef] [PubMed]
- Nocente, F.; Taddei, F.; Galassi, E.; Gazza, L. Upcycling of brewers’ spent grain by production of dry pasta with higher nutritional potential. LWT 2019, 114, 108421. [Google Scholar] [CrossRef]
- Aliyu, S.; Bala, M. Brewer’s spent grain: A review of its potentials and applications. Afr. J. Biotechnol. 2011, 10, 324–331. [Google Scholar] [CrossRef]
- Ktenioudaki, A.; Crofton, E.; Scannell, A.G.M.; Hannon, J.A.; Kilcawley, K.N.; Gallagher, E. Sensory properties and aromatic composition of baked snacks containing brewer’s spent grain. J. Cereal Sci. 2013, 57, 384–390. [Google Scholar] [CrossRef]
- Maqhuzu, A.B.; Yoshikawa, K.; Takahashi, F. Prospective utilization of brewers’ spent grains (BSG) for energy and food in Africa and its global warming potential. Sustain. Prod. Consum. 2021, 26, 146–159. [Google Scholar] [CrossRef]
- Vadivel, V.; Moncalvo, A.; Dordoni, R.; Spigno, G. Effects of an acid/alkaline treatment on the release of antioxidants and cellulose from different agro-food wastes. Waste Manag. 2017, 64, 305–314. [Google Scholar] [CrossRef]
- Fărcaş, A.C.; Socaci, S.A.; Mudura, E.; Dulf, F.V.; Vodnar, D.C.; Tofană, M. Exploitation of Brewing Industry Wastes to Produce Functional Ingredients. Brew Technol. 2017, 1, 137–156. [Google Scholar] [CrossRef] [Green Version]
- Fabani, M.P.; Román, M.C.; Rodriguez, R.; Mazza, G. Minimization of the adverse environmental effects of discarded onions by avoiding disposal through dehydration and food-use. J. Environ. Manag. 2020, 271, 110947. [Google Scholar] [CrossRef] [PubMed]
- Chavan, A.; Vitankar, V.; Mujumdar, A.; Thorat, B. Natural convection and direct type (NCDT) solar dryers: A review. Dry. Technol. 2021, 39, 1969–1990. [Google Scholar] [CrossRef]
- Udomkun, P.; Romuli, S.; Schock, S.; Mahayothee, B.; Sartas, M.; Wossen, T. Review of solar dryers for agricultural products in Asia and Africa: An innovation landscape approach. J. Environ. Manag. 2020, 268, 110730. [Google Scholar] [CrossRef]
- Lopez-Vidaña, E.C.; Cesar-Munguía, A.L.; García-Valladares, O.; Salgado Sandoval, O.; Dominguez Niño, A. Energy and exergy analyses of a mixed-mode solar dryer of pear slices (Pyrus communis L.). Energy 2021, 220, 119740. [Google Scholar] [CrossRef]
- Mallen, E.; Najdanovic-Visak, V. Brewers’ spent grains: Drying kinetics and biodiesel production. Bioresour. Technol. Rep. 2018, 1, 16–23. [Google Scholar] [CrossRef] [Green Version]
- Topuz, A. Predicting moisture content of agricultural products using artificial neural networks. Adv. Eng. Softw. 2010, 41, 464–470. [Google Scholar] [CrossRef]
- Sanghi, A.; Ambrose, R.P.K.; Maier, D. CFD simulation of corn drying in a natural convection solar dryer. Dry. Technol. 2018, 36, 859–870. [Google Scholar] [CrossRef]
- Malekjani, N.; Jafari, S.M. Simulation of food drying processes by Computational Fluid Dynamics (CFD); recent advances and approaches. Trends Food. Sci. Technol. 2018, 78, 206–223. [Google Scholar] [CrossRef]
- Kadlec, P.; Gabrys, B.; Strandt, S. Data-driven Soft Sensors in the process industry. Comput. Chem. Eng. 2009, 33, 795–814. [Google Scholar] [CrossRef] [Green Version]
- Ryniecki, A.; Gawrysiak-Witulska, M.; Wawrzyniak, J. Correlation for the automatic identification of drying endpoint in near-ambient dryers: Application to malting barley. Biosyst. Eng. 2007, 98, 437–445. [Google Scholar] [CrossRef]
- Baldán, Y.; Fernandez, A.; Reyes Urrutia, A.; Fabani, M.P.; Rodriguez, R.; Mazza, G. Non-isothermal drying of bio-wastes: Kinetic analysis and determination of effective moisture diffusivity. J. Environ. Manag. 2020, 262, 110348. [Google Scholar] [CrossRef] [PubMed]
- Codex Alimentarius. Codex Standard for Wheat Flour. CXS 152-1985.: International Food Standards. Revised in 1995. Amended in 2016. 2019. Available online: http://www.fao.org/fao-who675codexalimentarius (accessed on 13 December 2021).
- Zhang, H.L.; Baeyens, J.; Degreve, J.; Caceres, G. Concentrated solar power plants: Review and design methodology. Renew. Sust. Energ Rev. 2018, 22, 466–481. [Google Scholar] [CrossRef]
- AOAC. Official Methods of Analysis of AOAC International, 18th ed.; AOAC International: Gaithersburg, MD, USA, 2010; ISBN 0-935584-80-3. Available online: http://www.eoma.aoac.org/ (accessed on 3 November 2021).
- Praveen Kumar, D.G.; Hebbar, H.U.; Ramesh, M.N. Suitability of thin layer models for infrared-hot air-drying of onion slices. LWT Food Sci. Technol. 2006, 39, 700–705. [Google Scholar] [CrossRef]
- Roman, M.C.; Fabani, M.P.; Luna, L.C.; Feresin, G.E.; Mazza, G.; Rodriguez, R. Convective drying of yellow discarded onion (Angaco INTA): Modelling of moisture loss kinetics and effect on phenolic compounds. Inf. Process Agric. 2020, 7, 333–341. [Google Scholar] [CrossRef]
- Nabavi-Pelesaraei, A.; Rafiee, S.; Mohtasebi, S.S.; Hosseinzadeh-Bandbafha, H.; Chau, K. Integration of artificial intelligence methods and life cycle assessment to predict energy output and environmental impacts of paddy production. Sci. Total Environ. 2018, 631–632, 1279–1294. [Google Scholar] [CrossRef] [PubMed]
- Witrowa-Rajchert, D.; Wiktor, A.; Sledz, M.; Nowacka, M. Selected emerging technologies to enhance the drying process: A review. Dry Technol. 2014, 32, 1386–1396. [Google Scholar] [CrossRef]
- Kaveh, M.; Amiri Chayjan, R.; Taghinezhad, E.; Rasooli Sharabiani, V.; Motevali, A. Evaluation of specific energy consumption and GHG emissions for different drying methods (Case study: Pistacia Atlantica). J. Clean. Prod. 2020, 259, 120963. [Google Scholar] [CrossRef]
- Transparency Climate. Brown to Green. Report. 2019. Available online: https://www.climate-transparency.org/g20-climate-performance/g20report2019 (accessed on 10 December 2021).
- Pinkus, A. Approximation theory of the MLP model in neural networks. Acta Numer. 1999, 8, 143–195. [Google Scholar] [CrossRef]
- Glavič, P. Review of the International Systems of Quantities and Units Usage. Standards 2021, 1, 2–16. [Google Scholar] [CrossRef]
- Dzelagha, B.F.; Ngwa, N.M.; Nde Bup, D. A Review of Cocoa Drying Technologies and the Effect on Bean Quality Parameters. Int. J. Food Sci. 2020, 2020, 8830127. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Network type | Multilayer feedforward (MLFF) |
| Neuron type | Perceptron |
| Inputs | 4 |
| Output | 1 (moisture ratio) |
| Normalization type | Min–Max |
| Activation function | Sigmoid (hidden) and linear (output) |
| Training algorithm | Bayesian regularization backpropagation * |
| Training sets | 264 |
| Number of hidden layers | 2 |
| Number of neurons per layer | 4 and 1 |
| Train ratio | 97% |
| Validation ratio | N/A ** |
| Test ratio | 3% |
| Fresh Samples | Dried Samples: CECD | Dried Samples: NCSD | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Variety | wM (%) | pH | Titratable Acidity (% Citric Acid) | wM (%) | pH | Titratable Acidity (% Citric Acid) | wM (%) | pH | Titratable Acidity (% Citric Acid) |
| Golden ale | 64.3 ± 0.2 | 5.63 ± 0.08 | 0.40 ± 0.02 | 6.52 ± 0.16 | 5.42 ± 0.08 | 0.86 ± 0.18 | 6.42 ± 0.21 | 5.49 ± 0.06 | 0.56 ± 0.05 |
| Red ale | 74.2 ± 0.5 | 6.06 ± 0.05 | 0.37 ± 0.02 | 6.78 ± 0.13 | 5.71 ± 0.24 | 0.55 ± 0.05 | 6.30 ± 0.27 | 5.62 ± 0.02 | 0.52 ± 0.01 |
| Drying Temperature (K) | Batch Time (min) | wM (%) | Total Energy Consumption (kW h) | Removed Water (g) | eC ((kW h)/kg) | CO2, eqv (kg/(kW h)) | Electricity Cost (USD/kg) |
|---|---|---|---|---|---|---|---|
| 333.15 ± 0.20 | 84.33 ± 5.48 | 6.79 ± 0.21 | 0.29 ± 0.02 | 1.68 ± 0.03 | 407.58 ± 26.76 | 158.14 ± 10.38 | 1.02 ± 0.07 |
| 338.15 ± 0.20 | 64.50 ± 1.32 | 6.70 ± 0.11 | 0.24 ± 0.01 | 1.60 ± 0.03 | 376.13 ± 15.34 | 145.94 ± 5.95 | 0.94 ± 0.04 |
| 343.15 ± 0.20 | 54.33 ± 1.26 | 6.60 ± 0.09 | 0.22 ± 0.01 | 1.61 ± 0.06 | 352.48 ± 7.46 | 136.76 ± 2.89 | 0.88 ± 0.02 |
| 348.15 ± 0.20 | 50.81 ± 3.01 | 6.52 ± 0.12 | 0.22 ± 0.01 | 1.66 ± 0.02 | 356.47 ± 16.33 | 138.31 ± 6.33 | 0.89 ± 0.04 |
| 353.15 ± 0.20 | 46.17 ± 3.55 | 6.45 ± 0.08 | 0.21 ± 0.02 | 1.73 ± 0.08 | 341.80 ± 10.81 | 132.62 ± 4.19 | 0.85 ± 0.03 |
| 358.15 ± 0.20 | 40.17 ± 2.08 | 6.40 ± 0.05 | 0.19 ± 0.01 | 1.64 ± 0.04 | 341.72 ± 12.27 | 132.59 ± 4.76 | 0.85 ± 0.03 |
| 363.15 ± 0.20 | 35.5 ± 1.04 | 6.38 ± 0.12 | 0.18 ± 0.01 | 1.68 ± 0.01 | 320.86 ± 7.13 | 124.49 ± 2.77 | 0.80 ± 0.05 |
| 368.15 ± 0.20 | 34.17 ± 2.02 | 6.34 ± 0.09 | 0.18 ± 0.01 | 1.88 ± 0.06 | 296.44 ± 18.89 | 115.02 ± 7.33 | 0.74 ± 0.05 |
| Drying Temperature (K) | Batch Time (min) | wM (%) | Total Energy Consumption (kW h) | Removed Water (g) | eC ((kW h)/kg) | CO2, eqv (kg/(kW h)) | Electricity Cost (USD/kg) |
|---|---|---|---|---|---|---|---|
| 333.15 ± 0.20 | 71.50 ± 3.91 | 6.94 ± 0.14 | 0.24 ± 0.01 | 1.49 ± 0.09 | 391.95 ± 39.39 | 152.08 ± 15.28 | 0.98 ± 0.10 |
| 338.15 ± 0.20 | 69.83 ± 4.25 | 6.91 ± 0.16 | 0.26 ± 0.02 | 1.80 ± 0.01 | 360.22 ± 23.97 | 139.76 ± 9.30 | 0.90 ± 0.06 |
| 343.15 ± 0.20 | 59.50 ± 0.90 | 6.87 ± 0.13 | 0.24 ± 0.01 | 1.89 ± 0.03 | 331.83 ± 5.12 | 128.75 ± 1.99 | 0.83 ± 0.01 |
| 348.15 ± 0.20 | 58.17 ± 0.58 | 6.82 ± 0.14 | 0.25 ± 0.01 | 1.94 ± 0.08 | 350.23 ± 17.69 | 135.89 ± 6.86 | 0.88 ± 0.04 |
| 353.15 ± 0.20 | 45.17 ± 1.89 | 6.77 ± 0.20 | 0.20 ± 0.01 | 1.65 ± 0.20 | 353.12 ± 29.74 | 137.01 ± 11.54 | 0.88 ± 0.07 |
| 358.15 ± 0.20 | 43.00 ± 0.50 | 6.71 ± 0.12 | 0.21 ± 0.01 | 1.69 ± 0.04 | 354.41 ± 10.63 | 137.51 ± 4.12 | 0.89 ± 0.03 |
| 363.15 ± 0.20 | 36.00 ± 3.28 | 6.67 ± 0.09 | 0.18 ± 0.02 | 1.64 ± 0.01 | 330.27 ± 27.89 | 128.14 ± 10.82 | 0.83 ± 0.07 |
| 368.15 ± 0.20 | 33.17 ± 2.75 | 6.54 ± 0.10 | 0.17 ± 0.01 | 1.57 ± 0.03 | 328.80 ± 17.77 | 127.57 ± 6.89 | 0.82 ± 0.04 |
| BSG | Daytime Hour | Batch Time (min) | eC ((kW h)/kg) | CO2, eqv (kg/(kW h)) | Electricity Cost (USD/kg) |
|---|---|---|---|---|---|
| Golden ale | 08:30 | 420 | 0.00 | 0.00 | 0.00 |
| Golden ale | 11:00 | 345 | 0.00 | 0.00 | 0.00 |
| Red ale | 08:30 | 430 | 0.00 | 0.00 | 0.00 |
| Red ale | 11:00 | 390 | 0.00 | 0.00 | 0.00 |
| Conventional Electric Convective Dryer (CECD) | Natural Convection Solar Dryer (NCSD) | |
|---|---|---|
| Average drying temperature (K) | 350.65 | 319.65 |
| Average batch time (min) | 51.23 | 396.00 |
| Average eC ((kW h)/kg) | 346.92 | 0.00 |
| Average CO2, eqv (kg/(kW h)) | 124.30 | 0.00 |
| Average operating cost (USD/kg) | 0.86 | 0.00 |
| Temperature (K) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Daytime Hour | Ambient Temperature (K) | Solar Irradiance (W/m2) | Point 1 | Point 2 | Point 3 | |||||
| EXP | CFD | EXP | CFD | EXP | CFD | EXP | CFD | EXP | CFD | |
| 12:30 | 299.65 | 299.15 | 1005 | 944.63 | 305.75 | 309.28 | 307.95 | 309.07 | 309.65 | 308.87 |
| 14:00 | 302.75 | 299.15 | 1040 | 945.46 | 312.65 | 312.48 | 313.15 | 312.15 | 314.45 | 311.84 |
| 15:30 | 303.75 | 299.15 | 860 | 928.91 | 312.75 | 316.12 | 312.85 | 315.82 | 312.85 | 315.54 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Capossio, J.P.; Fabani, M.P.; Reyes-Urrutia, A.; Torres-Sciancalepore, R.; Deng, Y.; Baeyens, J.; Rodriguez, R.; Mazza, G. Sustainable Solar Drying of Brewer’s Spent Grains: A Comparison with Conventional Electric Convective Drying. Processes 2022, 10, 339. https://doi.org/10.3390/pr10020339
Capossio JP, Fabani MP, Reyes-Urrutia A, Torres-Sciancalepore R, Deng Y, Baeyens J, Rodriguez R, Mazza G. Sustainable Solar Drying of Brewer’s Spent Grains: A Comparison with Conventional Electric Convective Drying. Processes. 2022; 10(2):339. https://doi.org/10.3390/pr10020339
Chicago/Turabian StyleCapossio, Juan Pablo, María Paula Fabani, Andrés Reyes-Urrutia, Rodrigo Torres-Sciancalepore, Yimin Deng, Jan Baeyens, Rosa Rodriguez, and Germán Mazza. 2022. "Sustainable Solar Drying of Brewer’s Spent Grains: A Comparison with Conventional Electric Convective Drying" Processes 10, no. 2: 339. https://doi.org/10.3390/pr10020339