
Effect of Pretreatments on Convective and Infrared Drying Kinetics, Energy Consumption and Quality of Terebinth

 ,
,  ,
,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Pretreatment Methods
2.2.1. Ultrasound (US)
2.2.2. Blanching (BL)
2.2.3. Microwave (MW)
2.3. Drying Methods
2.3.1. Convective Drying (CV)
2.3.2. Infrared Drying (IR)
2.4. Moisture Ratio (MR)
2.5. Determination of Effective Moisture Diffusivity Coefficient (Deff)
2.6. Specific Energy Consumption (SEC)
2.6.1. Energy Consumption for CV Dryer
2.6.2. Energy Consumption for IR Dryer
2.7. Energy Efficiency
2.8. Rehydration Rate (RR)
2.9. Color
2.10. Total Phenol Content
2.11. Flavonoids Content
2.12. pH
2.13. Statistical Analysis
3. Results and Discussion
3.1. Convective and Infrared Drying
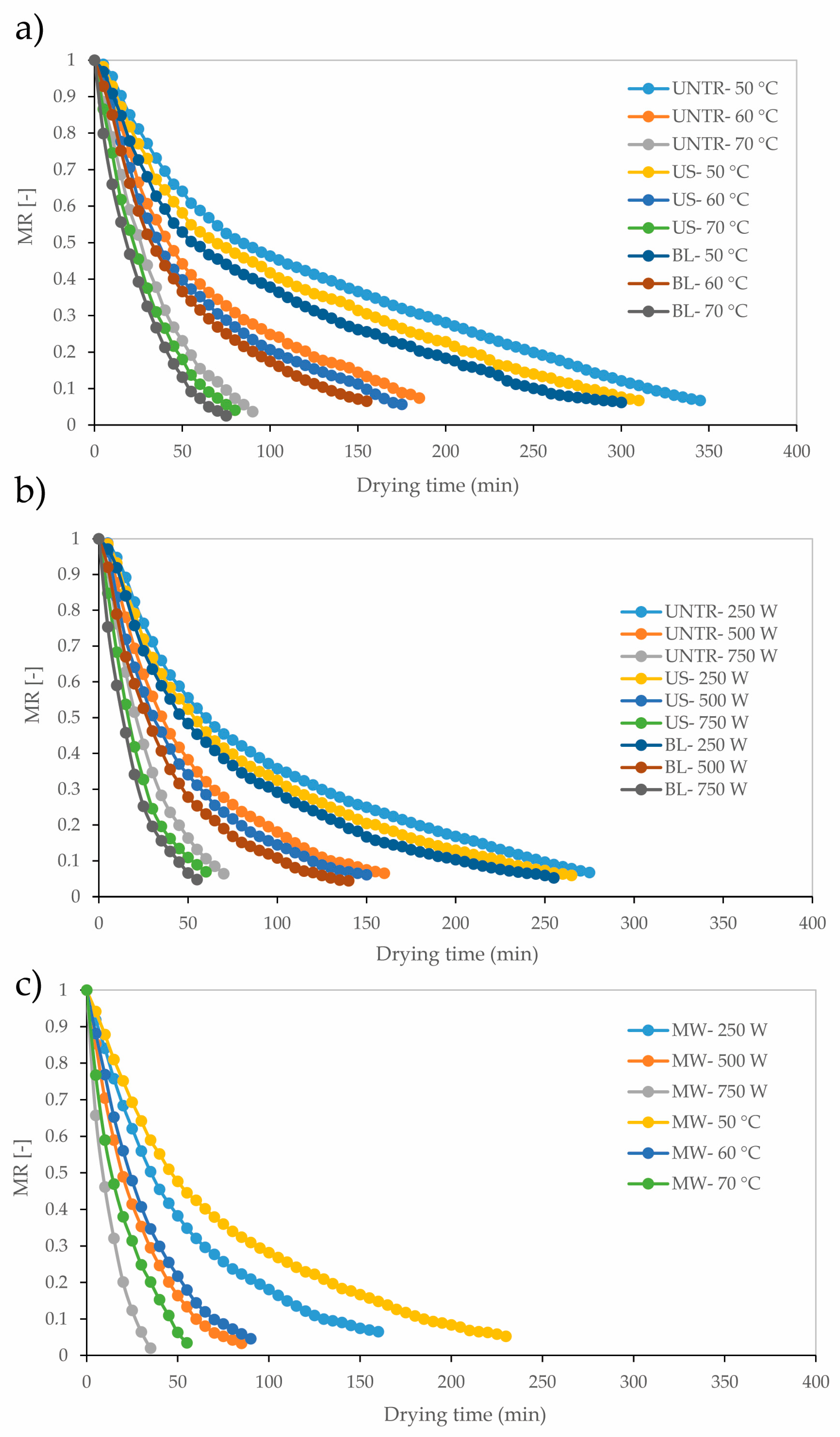
3.1.1. Kinetics and Drying Time of Terebinth
3.1.2. Effective Moisture Diffusivity of Convective and Infrared Drying of Terebinth
3.1.3. Specific Energy Consumption (SEC) of Convective and Infrared Drying of Terebinth
3.1.4. Energy Efficiency of Convective and Infrared Drying of Terebinth
3.2. Properties of Convective and Infrared Dried Terebinth
3.2.1. Effect of Pretreatments (US, BL, MW) Applied before Convective and Infrared Drying on Color of Terebinth
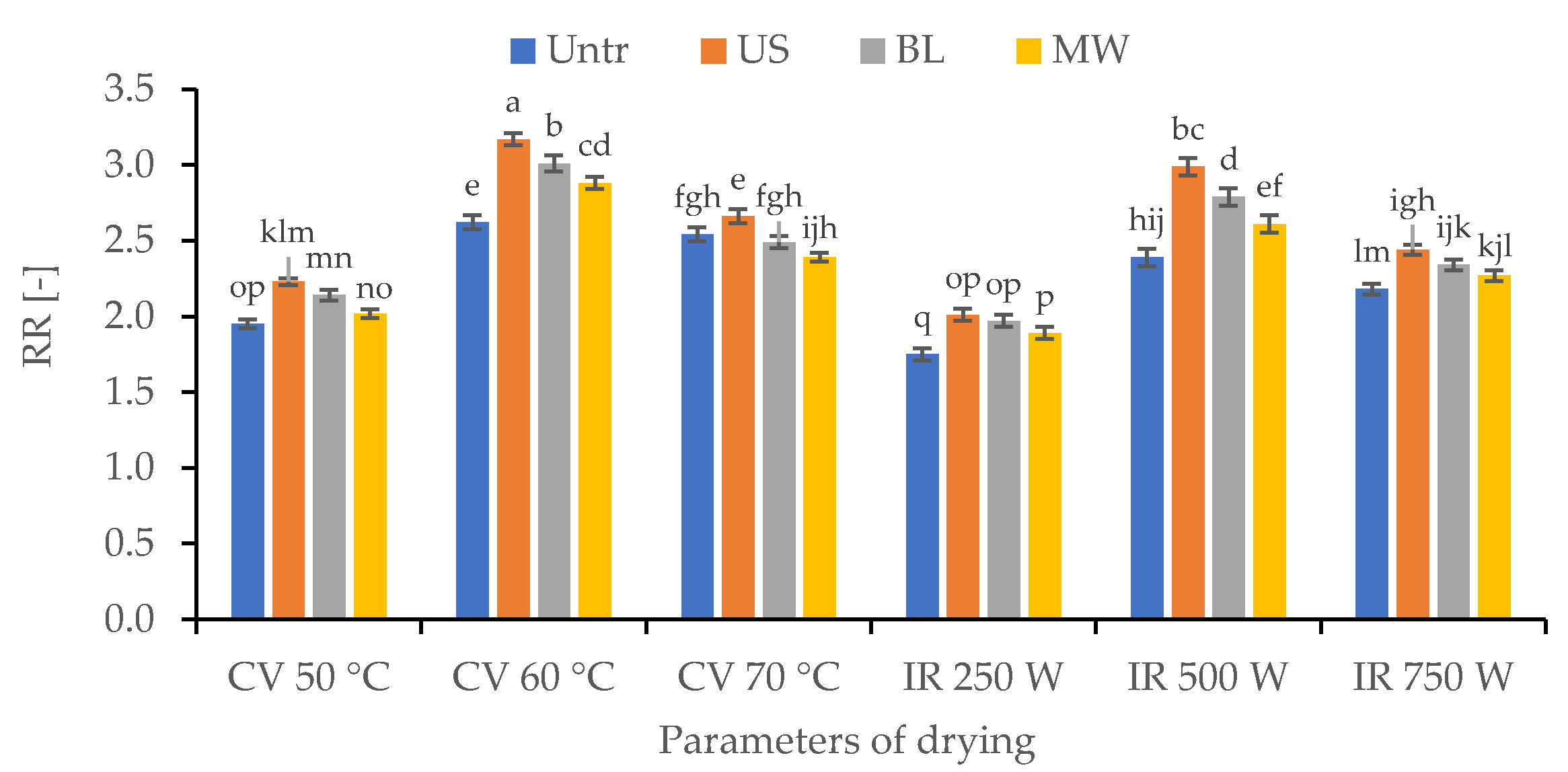
3.2.2. Effect of Pretreatments (US, BL, MW) Applied before Convective and Infrared Drying on Rehydration Rate (RR) of Terebinth
3.2.3. Effect of Pretreatments (US, BL, MW) Applied before Convective and Infrared Drying on pH of Terebinth
3.2.4. Effect of Pretreatments (US, BL, MW) Applied before Convective and Infrared Drying on Total Phenol (TPC) and Flavonoid Contents (TFC) of Terebinth
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abbaspour-Gilandeh, Y.; Kaveh, M.; Fatemi, H.; Hernández-Hernández, J.L.; Fuentes-Penna, A.; Hernández-Hernández, M. Evaluation of the changes in thermal, qualitative, and antioxidant properties of terebinth (pistacia atlantica) fruit under different drying methods. Agronomy 2020, 10, 1378. [Google Scholar] [CrossRef]
- Kaveh, M.; Abbaspour-Gilandeh, Y.; Taghinezhad, E.; Witrowa-Rajchert, D.; Nowacka, M. The quality of infrared rotary dried terebinth (pistacia atlantica L.)-optimization and prediction approach using response surface methodology. Molecules 2021, 26, 1999. [Google Scholar] [CrossRef]
- Vidinamo, F.; Fawzia, S.; Karim, M.A. Effect of drying methods and storage with agro-ecological conditions on phytochemicals and antioxidant activity of fruits: A review. Crit. Rev. Food Sci. Nutr. 2020, 60, 1–9. [Google Scholar] [CrossRef]
- Adak, N.; Heybeli, N.; Ertekin, C. Infrared drying of strawberry. Food Chem. 2017, 219, 109–116. [Google Scholar] [CrossRef]
- Ghanem, N.; Mihoubi, D.; Bonazzi, C.; Kechaou, N.; Boudhrioua, N. Drying characteristics of lemon by-product (citrus limon. v. lunari): Effects of drying modes on quality attributes kinetics’. Waste Biomass Valoriz. 2020, 11, 303–322. [Google Scholar] [CrossRef]
- Tao, Y.; Han, M.; Gao, X.; Han, Y.; Show, P.L.; Liu, C.; Ye, X.; Xie, G. Applications of water blanching, surface contacting ultrasound-assisted air drying, and their combination for dehydration of white cabbage: Drying mechanism, bioactive profile, color and rehydration property. Ultrason. Sonochem. 2019, 53, 192–201. [Google Scholar] [CrossRef] [PubMed]
- Doymaz, İ.; Karasu, S.; Baslar, M. Effects of infrared heating on drying kinetics, antioxidant activity, phenolic content, and color of jujube fruit. J. Food Meas. Charact. 2016, 10, 283–291. [Google Scholar] [CrossRef]
- Rashid, M.T.; Ma, H.; Jatoi, M.A.; Wali, A.; El-Mesery, H.S.; Ali, Z.; Sarpong, F. Effect of infrared drying with multifrequency ultrasound pretreatments on the stability of phytochemical properties, antioxidant potential, and textural quality of dried sweet potatoes. J. Food Biochem. 2019, 43, e12809. [Google Scholar] [CrossRef] [PubMed]
- Kentish, S.; Ashokkumar, M. The physical and chemical effect of ultrasound. In Ultrasound Technologies for Food and Bioprocessing; Feng, H., Barosa-Canovas, G.V., Weiss, J., Eds.; Springer: New York, NY, USA, 2011; pp. 1–12. ISBN 9781441974716. [Google Scholar]
- Dadan, M.; Nowacka, M.; Wiktor, A.; Sobczynska, A.; Witrowa-Rajchert, D. Ultrasound to improve drying processes and prevent thermolabile nutrients degradation. In Design and Optimization of Innovative Food Processing Techniques Assisted by Ultrasound; Barba, F.J., Cravotto, G., Chemat, F., Lorenzo Rodriguez, J.M., Munekata, P.E.S., Eds.; Elsevier Academic Press: London, UK, 2021; pp. 55–110. ISBN 978-0-12-818275-8. [Google Scholar]
- Nowacka, M.; Dadan, M.; Tylewicz, U. Current applications of ultrasound in fruit and vegetables osmotic dehydration processes. Appl. Sci. 2021, 11, 1269. [Google Scholar] [CrossRef]
- Ren, F.; Perussello, C.A.; Zhang, Z.; Kerry, J.P.; Tiwari, B.K. Impact of ultrasound and blanching on functional properties of hot-air dried and freeze dried onions. LWT Food Sci. Technol. 2018, 87, 102–111. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Zeng, Y.; Wang, Q.; Sun, C.; Xi, H. Drying characteristics, microstructure, glass transition temperature, and quality of ultrasound-strengthened hot air drying on pear slices. J. Food Process. Preserv. 2019, 43, e13899. [Google Scholar] [CrossRef]
- Kaveh, M.; Taghinezhad, E.; Aziz, M. Effects of physical and chemical pretreatments on drying and quality properties of blackberry (Rubus spp.) in hot air dryer. Food Sci. Nutr. 2020, 8, 3843–3856. [Google Scholar] [CrossRef]
- Rybak, K.; Parniakov, O.; Samborska, K.; Wiktor, A.; Witrowa-Rajchert, D.; Nowacka, M. Energy and quality aspects of freeze-drying preceded by traditional and novel pre-treatment methods as exemplified by red bell pepper. Sustainability 2021, 13, 2035. [Google Scholar] [CrossRef]
- Wiktor, A.; Sledz, M.; Nowacka, M.; Rybak, K.; Witrowa-Rajchert, D. The influence of immersion and contact ultrasound treatment on selected properties of the apple tissue. Appl. Acoust. 2016, 103, 136–142. [Google Scholar] [CrossRef]
- Nowacka, M.; Wiktor, A.; Anuszewska, A.; Dadan, M.; Rybak, K.; Witrowa-rajchert, D. The application of unconventional technologies as pulsed electric field, ultrasound and microwave-vacuum drying in the production of dried cranberry snacks. Ultrason. Sonochem. 2019, 56, 1–13. [Google Scholar] [CrossRef]
- Lagnika, C.; Amoussa, A.M.O.; Sanni, A.; Lagnika, L. Effect of blanching and ultrasound on drying time, physicochemical and bioactive compounds of dried cashew apple. Am. J. Food Sci. Technol. 2019, 7, 227–233. [Google Scholar] [CrossRef]
- Jafarifar, M.; Chayjan, R.A.; Dibagar, N.; Alaei, B. Modeling some engineering properties of walnut kernel undergoing different drying methods with microwave pretreatment. Qual. Assur. Saf. Crop. Foods 2017, 9, 463–478. [Google Scholar] [CrossRef]
- Kaveh, M.; Abbaspour-gilandeh, Y.; Nowacka, M. Comparison of different drying techniques and their carbon emissions in green peas. Chem. Eng. Process. Process Intensif. 2021, 160, 108274. [Google Scholar] [CrossRef]
- Motevali, A.; Minaei, S.; Banakar, A.; Ghobadian, B.; Khoshtaghaza, M.H. Comparison of energy parameters in various dryers. Energy Convers. Manag. 2014, 87, 711–725. [Google Scholar] [CrossRef]
- Kaveh, M.; Abbaspour-Gilandeh, Y.; Chen, G. Drying kinetic, quality, energy and exergy performance of hot air-rotary drum drying of green peas using adaptive neuro-fuzzy inference system. Food Bioprod. Process. 2020, 124, 168–183. [Google Scholar] [CrossRef]
- Motevali, A.; Tabatabaee, S.R. A comparison between pollutants and greenhouse gas emissions from operation of different dryers based on energy consumption of power plants. J. Clean. Prod. 2017, 154, 445–461. [Google Scholar] [CrossRef]
- Ghanbarian, D.; Torki-Harchegani, M.; Sadeghi, M.; Pirbalouti, A.G. Ultrasonically improved convective drying of peppermint leaves: Influence on the process time and energetic indices. Renew. Energy 2020, 153, 67–73. [Google Scholar] [CrossRef]
- Onwude, D.I.; Hashim, N.; Abdan, K.; Janius, R.; Chen, G. Investigating the influence of novel drying methods on sweet potato (Ipomoea batatas L.): Kinetics, energy consumption, color, and microstructure. J. Food Process Eng. 2018, 41, e12686. [Google Scholar] [CrossRef]
- Fijalkowska, A.; Nowacka, M.; Witrowa-Rajchert, D. The physical, optical and reconstitution properties of apples subjected to ultrasound before drying. Ital. J. Food Sci. 2017, 29, 343–356. [Google Scholar]
- Dadan, M.; Nowacka, M. The assessment of the possibility of using ethanol and ultrasound to design the properties of dried carrot tissue. Appl. Sci. 2021, 11, 689. [Google Scholar] [CrossRef]
- Rybak, K.; Wiktor, A.; Witrowa-rajchert, D.; Parniakov, O.; Nowacka, M. The quality of red bell pepper subjected to freeze-drying preceded by traditional and novel pretreatment. Foods 2021, 10, 226. [Google Scholar] [CrossRef]
- Tylewicz, U.; Nowacka, M.; Rybak, K.; Drozdzal, K.; Dalla Rosa, M.; Mozzon, M. Design of healthy snack based on kiwifruit. Molecules 2020, 25, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Tayyab Rashid, M.; Ahmed Jatoi, M.; Safdar, B.; Wali, A.; Muhammad Aadil, R.; Sarpong, F.; Ma, H. Modeling the drying of ultrasound and glucose pretreated sweet potatoes: The impact on phytochemical and functional groups. Ultrason. Sonochem. 2020, 68, 105226. [Google Scholar] [CrossRef] [PubMed]
- Adabi, M.E.; Motevali, A.; Nikbakht, A.M.; Khoshtaghaza, M.H. Investigation of some pretreatments on energy and specific energy consumption drying of black mulberry. Chem. Ind. Chem. Eng. Q. 2013, 19, 89–105. [Google Scholar] [CrossRef]
- Jafari, F.; Movagharnejad, K.; Sadeghi, E. Infrared drying effects on the quality of eggplant slices and process optimization using response surface methodology. Food Chem. 2020, 333, 127423. [Google Scholar] [CrossRef]
- Taghinezhad, E.; Kaveh, M.; Szumny, A. Optimization and prediction of the drying and quality of turnip slices by convective-infrared dryer under various pretreatments by RSM and ANFIS METHODS. Foods 2021, 10, 284. [Google Scholar] [CrossRef] [PubMed]
- Sledz, M.; Wiktor, A.; Rybak, K.; Nowacka, M.; Witrowa-Rajchert, D. The impact of ultrasound and steam blanching pre-treatments on the drying kinetics, energy consumption and selected properties of parsley leaves. Appl. Acoust. 2016, 103, 148–156. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, H.; Deng, H.; Song, X.; Zhang, W.; Wu, S.; Wang, J. Influence of pretreatments on microwave vacuum drying kinetics, physicochemical properties and sensory quality of apple slices. Pol. J. Food Nutr. Sci. 2019, 69, 297–306. [Google Scholar] [CrossRef]
- Salehi, F.; Kashaninejad, M.; Jafarianlari, A. Drying kinetics and characteristics of combined infrared-vacuum drying of button mushroom slices. Heat Mass Transf. 2017, 53, 1751–1759. [Google Scholar] [CrossRef]
- Witrowa-Rajchert, D.; Rzaca, M. Effect of drying method on the microstructure and physical properties of dried apples. Dry. Technol. 2009, 27, 903–909. [Google Scholar] [CrossRef]
- Mierzwa, D.; Szadzińska, J.; Pawłowski, A.; Kharaghani, A. Nonstationary convective drying of raspberries, assisted by microwaves and ultrasound. Dry. Technol. 2019, 37, 988–1001. [Google Scholar] [CrossRef]
- Wiktor, A.; Nowacka, M.; Anuszewska, A.; Rybak, K.; Dadan, M.; Witrowa-Rajchert, D. Drying kinetics and quality of dehydrated cranberries pretreated by traditional and innovative techniques. J. Food Sci. 2019, 84, 1820–1828. [Google Scholar] [CrossRef] [PubMed]
- Nowacka, M.; Tylewicz, U.; Tappi, S.; Siroli, L.; Lanciotti, R.; Romani, S.; Witrowa-Rajchert, D. Ultrasound assisted osmotic dehydration of organic cranberries (Vaccinium oxycoccus): Study on quality parameters evolution during storage. Food Control 2018, 93, 40–47. [Google Scholar] [CrossRef]
- Szadzińska, J.; Mierzwa, D.; Pawłowski, A.; Pashminehazar, R.; Kharaghani, A. Ultrasound- and microwave-assisted intermittent drying of red beetroot. Dry. Technol. 2019, 38, 93–107. [Google Scholar] [CrossRef]
- Ahmadi, M.; Reza, G.; Chayjan, A. Modeling engineering characteristics of hazelnut kernel during infrared fluidized bed drying. J. Food Meas. Charact. 2017, 11, 460–478. [Google Scholar] [CrossRef]
- Zeng, Y.; Liu, Y.; Zhang, J.; Xi, H.; Duan, X. Effects of far-infrared radiation temperature on drying characteristics, water status, microstructure and quality of kiwifruit slices. J. Food Meas. Charact. 2019, 13, 3086–3096. [Google Scholar] [CrossRef]
- Briki, S.; Zitouni, B.; Bechaa, B.; Amiali, M. Comparison of convective and infrared heating as means of drying pomegranate arils (Punica granatum L.). Head Mass Transf. 2019, 55, 3189–3199. [Google Scholar] [CrossRef]
- Nowacka, M.; Tappi, S.; Tylewicz, U.; Luo, W.; Rocculi, P.; Wesoły, M.; Ciosek-Skibińska, P.; Dalla Rosa, M.; Witrowa-Rajchert, D. Metabolic and sensory evaluation of ultrasound-assisted osmo-dehydrated kiwifruit. Innov. Food Sci. Emerg. Technol. 2018, 50, 26–33. [Google Scholar] [CrossRef]
- Nowacka, M.; Wedzik, M. Effect of ultrasound treatment on microstructure, colour and carotenoid content in fresh and dried carrot tissue. Appl. Acoust. 2016, 103, 163–171. [Google Scholar] [CrossRef]
- Valero, D.; Serrano, M. Postharvest Biology and Technology For Preserving Fruit Quality; Valero, D., Valero, D., Eds.; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2010; ISBN 9781439802670. [Google Scholar]
- Guo, L.; Lan, N.; Li, H.; Xiang, P.; Kan, H. Effect of hot air drying temperature on the quality and antioxidant activity of Boletus edulis Bull.: Fr. J. Food Process. Preserv. 2021, 45, e15540. [Google Scholar] [CrossRef]
- Barani, Y.H.; Zhang, M.; Wang, B. Effect of thermal and ultrasonic pretreatment on enzyme inactivation, color, phenolics and flavonoids contents of infrared freeze-dried rose flower. J. Food Meas. Charact. 2021, 15, 995–1004. [Google Scholar] [CrossRef]
- Hayat, K.; Zhang, X.; Farooq, U.; Abbas, S.; Xia, S.; Jia, C. Effect of microwave treatment on phenolic content and antioxidant activity of citrus mandarin pomace. Food Chem. 2010, 123, 423–429. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Pretreatment + Dryer | Equations | Number of Equation | Reference |
|---|---|---|---|
| UNTR + CV | (15) | [20] | |
| MW + CV | (16) | [21] | |
| US + CV | (17) | [24] | |
| BL + CV | (18) | [14] | |
| UNTR + IR | (19) | [25] | |
| MW + IR | (20) | [22] | |
| US + IR | (21) | [23] | |
| BL + IR | (22) | [23] |
| Source of Variation | Time | Deff | SEC | ήe | ΔE | RR | TPC | TFC | pH |
|---|---|---|---|---|---|---|---|---|---|
| Pretreatments | 266.63 ** | 2.65 × 10−20 ** | 7351.68 ** | 152.36 ** | 167.04 ** | 0.396 ** | 27.78 ** | 353.03 ** | 0.014 ** |
| Condition | 1326.76 ** | 4.362 × 10−17 ** | 9716.76 ** | 126.80 ** | 26.63 ** | 1.73 ** | 4.35 ** | 1404.9 ** | 0.004 ** |
| P × C | 11.28 ** | 4.36 × 10−17 ** | 182.9488 ** | 1.2488 ** | 1.400 ** | 0.024 ** | 0.08 ** | 5.05 ** | 0.005 ** |
| Error | 79.17 | 2.65 × 10−20 | 142.84 | 0.07 | 0.739 | 0.005 | 17.52 | 0.89 | 0.00 |
| CV | 5.62 | 6.08 | 4.33 | 4.60 | 04.30 | 3.044 | 3.22 | 2.94 | 0.17 |
| Pretreatment | Drying Parameters | Time [min] | Deff [m2/s] | SEC [MJ/kg] | ήe [%] |
|---|---|---|---|---|---|
| UNTR | CV 50 °C | 345 a ± 8.66 | 6.53 × 10−10 n ± 6.3509 × 10−11 | 142.58 a ± 3.29 | 0.99 q ± 0.10 |
| CV 60 °C | 185 f ± 5.77 | 1.23 × 10−9 ij ± 5.20 × 10−11 | 103.76 ed ± 2.43 | 2.21 p ± 0.10 | |
| CV 70 °C | 90 i ± 2.88 | 3.28 × 10−9 e ± 1.2702 × 10−10 | 63.76 j ± 2.06 | 4.54 l ± 0.08 | |
| IR 250 W | 275 c ± 8.66 | 8.50 × 10−10 lmn ± 8.0829 × 10−11 | 103.12 ed ± 1.40 | 2.18 p ± 0.18 | |
| IR 500 W | 160 g ± 5.77 | 1.62 × 10−9 gh ± 1.0392 × 10−10 | 80.00 h ± 1.73 | 3.76 mh ± 0.17 | |
| IR 750 W | 70 kl ± 2.88 | 3.73 × 10−9 d ± 1.5588 × 10−10 | 52.50 l ± 1.07 | 8.59 f ± 0.24 | |
| US | CV 50 °C | 310 b ± 5.77 | 7.40 × 10−10 mn ± 4.0415 × 10−11 | 134.78 b ± 2.82 | 1.34 q ± 0.08 |
| CV 60 °C | 175 f ± 2.88 | 1.41 × 10−9 ih ± 6.3527 × 10−11 | 104.81 b ± 2.30 | 3.05 o ± 0.10 | |
| CV 70 °C | 80 ijk ± 5.77 | 3.73 × 10−9 d ± 9.2376 × 10−11 | 63.34 d ± 1.72 | 5.80 ij ± 0.09 | |
| IR 250 W | 265 cd ± 5.77 | 9.50 × 10−10 klm ± 9.8148 × 10−11 | 99.37 j ± 1.21 | 2.27 p ± 0.15 | |
| IR 500 W | 150 gh ± 2.88 | 1.77 × 10−9 lmn ± 9.2376 × 10−11 | 75.00 ef ± 1.66 | 5.01 k ± 0.20 | |
| IR 750 W | 60 lm ± 5.22 | 4.30 × 10−9 c ± 1.6743 × 10−10 | 45.00 ih ± 1.14 | 10.03 d ± 0.22 | |
| BL | CV 50 °C | 300 b ± 77 | 8.24 × 10−10 c ± 4.6188 × 10−11 | 127.12 m ± 2.54 | 1.84 p ± 0.09 |
| CV 60 °C | 155 g ± 5.77 | 1.62 × 10−9 lmn ± 5.1962 × 10−11 | 90.07 c ± 2.46 | 4.12 lm ± 0.09 | |
| CV 70 °C | 75 ± 2.88 | 4.47 × 10−9 gh ± 6.3509 × 10−11 | 56.27 g ± 1.88 | 6.21 ih ± 0.12 | |
| IR 250 W | 255 d ± 5.77 | 1.04 × 10−9 c ± 6.9281 × 10−11 | 95.62 f ± 1.46 | 3.54 n ± 0.19 | |
| IR 500 W | 140 h ± 5.77 | 2.10 × 10−9 jkl ± 9.815 × 10−11 | 70.00 i ± 1.20 | 6.44 h ± 0.22 | |
| IR 750 W | 55 m ± 2.88 | 5.13 × 10−9 f ± 1.3856 × 10−10 | 41.25 mn ± 1.28 | 10.94 c ± 0.24 | |
| MW | CV 50 °C | 230 e ± 5.77 | 1.15 × 10−9 b ± 5.1962 × 10−11 | 78.25 h ± 2.33 | 5.44 kj ± 0.09 |
| CV 60 °C | 90 i ± 2.88 | 3.24 × 10−9 ijk ± 6.9282 × 10−11 | 42.59 mn ± 1.87 | 9.21 e ± 0.08 | |
| CV 70 °C | 55 m ± 2.88 | 5.25 × 10−9 e ± 6.3509 × 10−11 | 33.38 o ± 1.66 | 11.42 b ± 0.12 | |
| IR 250 W | 160 g ± 5.77 | 1.61 × 10−9 b ± 8.0829 × 10−11 | 60.0 jk ± 1.21 | 7.52 g ± 0.18 | |
| IR 500 W | 85 ij ± 2.88 | 3.83 × 10−9 gh ± 1.0392 × 10−10 | 39.25 n ± 1.34 | 10.62 c ± 0.17 | |
| IR 750 W | 35 n ± 2.88 | 9.77 × 10−9 a ± 1.2702 × 10−10 | 26.25 p ± 1.40 | 17.19 a ± 0.16 |
| Pretreatment | Drying Parameters | pH [-] | TPC [mg GAE/g d.m.] | TFC [mg QE/g d.m.] |
|---|---|---|---|---|
| UNTR | CV 50 °C | 3.83 k ± 0.01 | 124.46 ijk 2.37 | 31.17 g ± 0.51 |
| CV 60 °C | 3.88 ih ± 0.01 | 142.54 cd ± 1.29 | 37.78 de ± 0.34 | |
| CV 70 °C | 3.96 a ± 0.01 | 136.34 defgh ± 2.95 | 35.39 f ± 0.62 | |
| IR 250 W | 3.91 ef ± 0.01 | 101.07 k ± 2.37 | 10.73 l ± 0.52 | |
| IR 500 W | 3.93 cd ± 0.01 | 118.61 lk ± 2.07 | 23.78 i ± 0.35 | |
| IR 750 W | 3.94 ab ± 0.01 | 110.54 m ± 2.56 | 18.94 j ± 0.57 | |
| US | CV 50 °C | 3.94 bc ± 0.01 | 138.54 cdef ± 3.58 | 42.42 c ± 0.64 |
| CV 60 °C | 3.92 de ± 0.01 | 153.35 a ± 1.72 | 49.24 a ± 0.45 | |
| CV 70 °C | 3.89 gh ± 0.01 | 141.08 cde ± 2.52 | 45.21 b ± 0.51 | |
| IR 250 W | 3.92 de ± 0.01 | 121.12 jkl ± 2.65 | 18.21 j ± 0.60 | |
| IR 500 W | 3.90 fg ± 0.01 | 133.83 fgh ± 1.87 | 37.89 ed ± 0.47 | |
| IR 750 W | 3.88 ih ± 0.01 | 124.21 ijk ± 2.30 | 26.36 h ± 0.45 | |
| BL | CV 50 °C | 3.95 ab ± 0.01 | 134.49 efgh ± 2.80 | 39.33 d ± 0.66 |
| CV 60 °C | 3.90 gf ± 0.01 | 150.34 ab ± 2.37 | 46.68 b ± 0.52 | |
| CV 70 °C | 3.92 de ± 0.01 | 139.99 cdef ± 2.23 | 41.98 c ± 0.77 | |
| IR 250 W | 3.90 fg ± 0.04 | 119.24 jkl ± 2.89 | 18.12 j ± 1.07 | |
| IR 500 W | 3.87 i ± 0.01 | 129.67 ih ± 2.24 | 35.23 p ± 0.88 | |
| IR 750 W | 3.87 i ± 0.01 | 122.22 jk ± 2.37 | 24.24 i ± 0.81 | |
| MW | CV 50 °C | 3.90 gf ± 0.01 | 130.08 igh ± 2.90 | 36.65 ef ± 1.21 |
| CV 60 °C | 3.85 j ± 0.01 | 144.45 bc ± 2.24 | 42.68 c ± 1.05 | |
| CV 70 °C | 3.88 ih ± 0.01 | 136.6 def ± 1.72 | 38.89 d ± 1.01 | |
| IR 250 W | 3.90 gf ± 0.01 | 115.15 lm ± 2.59 | 16.29 k ± 0.99 | |
| IR 500 W | 3.80 l ± 0.01 | 125.66 ij ± 2.37 | 30.19 g ± 0.89 | |
| IR 750 W | 3.77 m ± 0.01 | 120.29 jkl ± 1.80 | 22.94 i ± 0.51 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abbaspour-Gilandeh, Y.; Kaveh, M.; Fatemi, H.; Khalife, E.; Witrowa-Rajchert, D.; Nowacka, M. Effect of Pretreatments on Convective and Infrared Drying Kinetics, Energy Consumption and Quality of Terebinth. Appl. Sci. 2021, 11, 7672. https://doi.org/10.3390/app11167672
Abbaspour-Gilandeh Y, Kaveh M, Fatemi H, Khalife E, Witrowa-Rajchert D, Nowacka M. Effect of Pretreatments on Convective and Infrared Drying Kinetics, Energy Consumption and Quality of Terebinth. Applied Sciences. 2021; 11(16):7672. https://doi.org/10.3390/app11167672
Chicago/Turabian StyleAbbaspour-Gilandeh, Yousef, Mohammad Kaveh, Hamideh Fatemi, Esmail Khalife, Dorota Witrowa-Rajchert, and Małgorzata Nowacka. 2021. "Effect of Pretreatments on Convective and Infrared Drying Kinetics, Energy Consumption and Quality of Terebinth" Applied Sciences 11, no. 16: 7672. https://doi.org/10.3390/app11167672